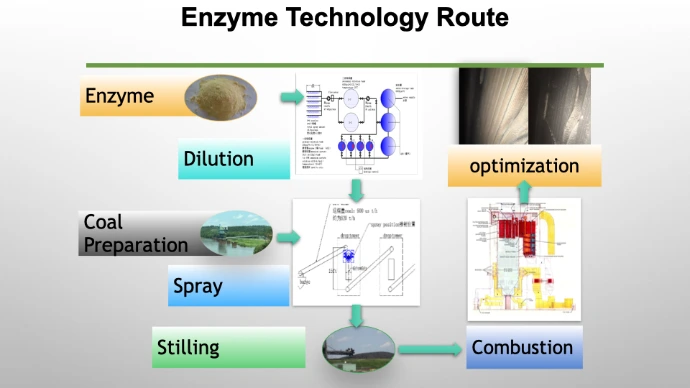
How the Technology Works
A streamlined treatment process designed to integrate directly into existing coal handling and combustion systems.
The NECTAR process begins with the controlled dilution and application of the nano-enzyme solution directly onto coal prior to combustion. Once applied, the enzymes begin interacting with the coal’s molecular structure, optimizing combustion behavior before the fuel reaches the boiler.
The result is a cleaner, more complete burn that improves efficiency, reduces residue buildup, and lowers harmful emissions.
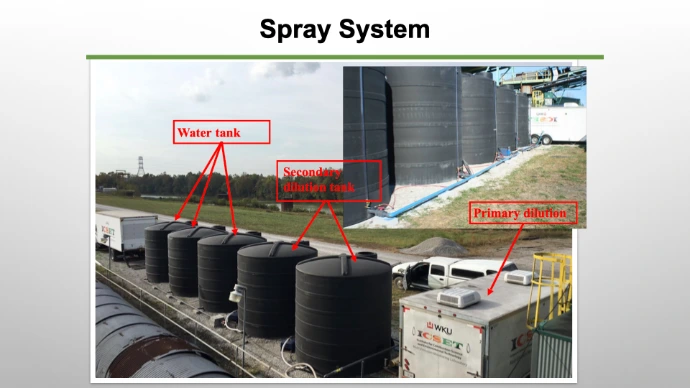
Dilution & Preparation
The enzyme concentrate is mixed with water through a controlled dilution process to ensure consistent treatment coverage across the coal feed.
Precision Spray Application
The diluted solution is evenly applied using an integrated spray system that distributes the treatment directly onto the coal prior to combustion.
Molecular Interaction
Once applied, the enzymes begin interacting with the coal’s chemical structure, targeting carbon and sulfur bonds to improve combustion characteristics.
Combustion Optimization
The treated coal burns more efficiently inside the boiler, reducing incomplete combustion, emissions, slagging, and energy loss.
ENZYME DELIVERY SYSTEM
Scalable application technology designed for integration into existing fuel handling infrastructure.
NECTAR Technology utilizes a precision delivery system that allows the nano-enzyme solution to be consistently applied across large-scale coal operations. The system is designed to integrate with existing material handling and fuel preparation processes with minimal operational disruption.
The low-volume treatment process enables significant treatment capacity while maintaining efficient chemical utilization.
High Treatment Capacity
A small volume of concentrated enzyme solution can treat large quantities of coal, enabling scalable deployment across industrial operations.
Operational Compatibility
The delivery process is designed to work alongside existing coal handling systems, minimizing the need for major infrastructure modifications.
Integrated Spray System
The application system evenly distributes the treatment solution across the coal stream for consistent performance and optimized combustion preparation.
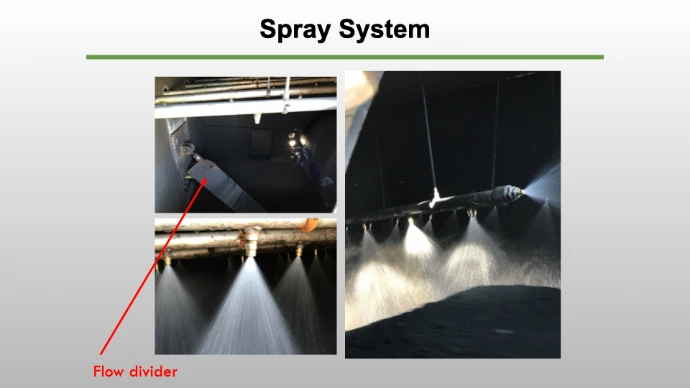
Precision Flow Control
Flow dividers, dilution tanks, and controlled application systems ensure accurate treatment ratios and reliable operational consistency.
Multi-Enzyme Catalytic System
A specialized blend of catalytic enzymes engineered to improve coal combustion behavior at the molecular level.
NECTAR Technology combines multiple enzyme types into a single catalytic treatment system designed to optimize combustion efficiency and reduce harmful emissions. These enzymes target carbon and sulfur-based compounds within the coal structure, promoting cleaner and more complete combustion.
The proprietary formulation supports improved oxygen interaction, reduced activation energy, and enhanced fuel performance during the combustion process.
Carbon Bond Cleavage
Specialized enzymes target carbon-to-carbon molecular bonds, improving combustion efficiency and reducing unburned carbon residue.
Sulfur Reduction Technology
Carbon-sulfur bond cleavage and biodesulfurization enzymes help reduce sulfur-related emissions during combustion.
Oxygen Enhancement
Oxygenase enzymes improve the fuel’s interaction with oxygen, promoting a more complete and stable combustion process.
Combustion Catalysis
The multi-enzyme blend accelerates key combustion reactions, lowering ignition thresholds and improving overall burn performance.
COMBUSTION OPTIMIZATION
Enhancing combustion performance through improved oxygen interaction and cleaner fuel conversion.
The enzyme treatment process improves how coal reacts during combustion by increasing oxygen availability around fuel particles and lowering the energy required for ignition. This promotes a hotter, cleaner, and more complete burn while reducing energy losses caused by incomplete combustion.
As combustion efficiency improves, facilities can experience lower emissions, improved heat transfer performance, and reduced operational buildup inside boiler systems.
Lower Ignition Threshold
The catalytic enzyme process lowers the ignition point of the fuel, helping combustion begin more efficiently and consistently.
Oxygen-Rich Combustion
An oxygen-rich environment forms around fuel particles, improving burn stability and reducing incomplete combustion.
Improved Heat Transfer
Cleaner combustion and reduced residue buildup help maintain efficient heat transfer surfaces within the boiler.
Reduced Energy Loss
By minimizing incomplete combustion, the system reduces wasted fuel energy and improves operational efficiency.
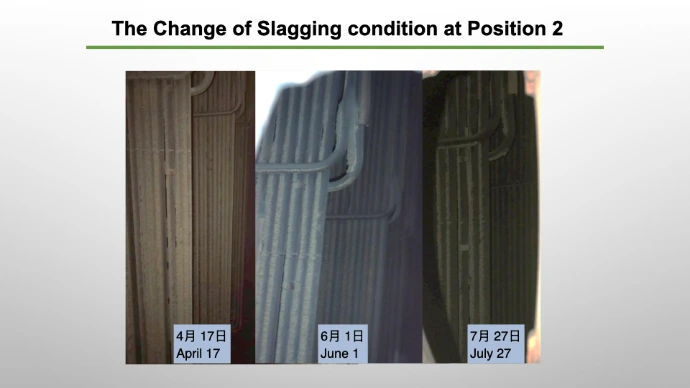
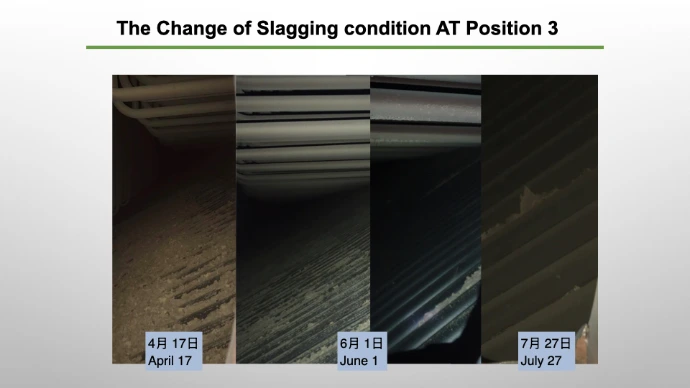
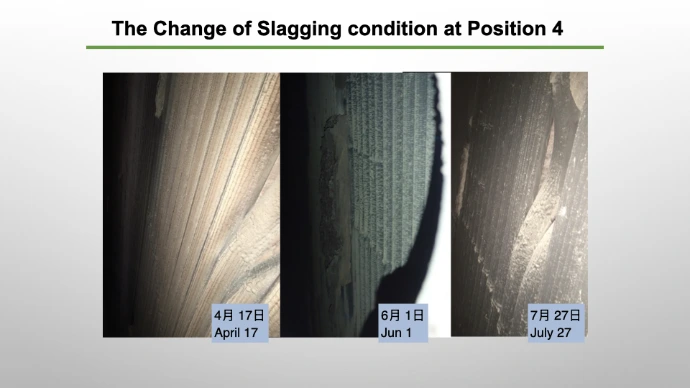
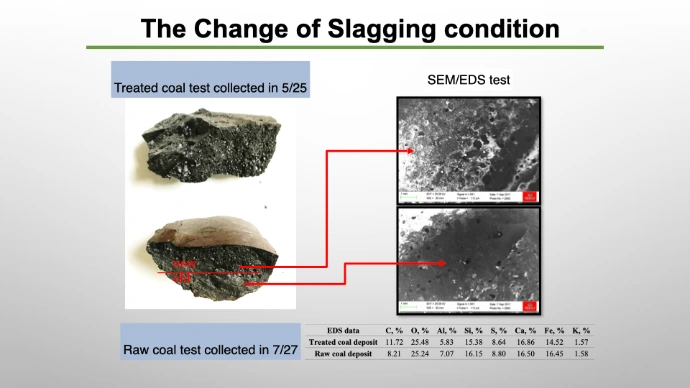
SLAG REDUCTION & RESIDUE CONTROL
One of the most significant operational benefits demonstrated during full-scale testing was the reduction of slagging and residue buildup inside boiler systems. Cleaner combustion reduces adhesion on heat transfer surfaces and minimizes the formation of hardened deposits.
This contributes to improved heat transfer efficiency, reduced maintenance requirements, and more stable long-term system performance.
The enzyme treatment reduces the ability of slag to bond to internal boiler surfaces, improving operational cleanliness.
Cleaner heat transfer surfaces help maintain boiler efficiency and reduce performance losses caused by buildup.
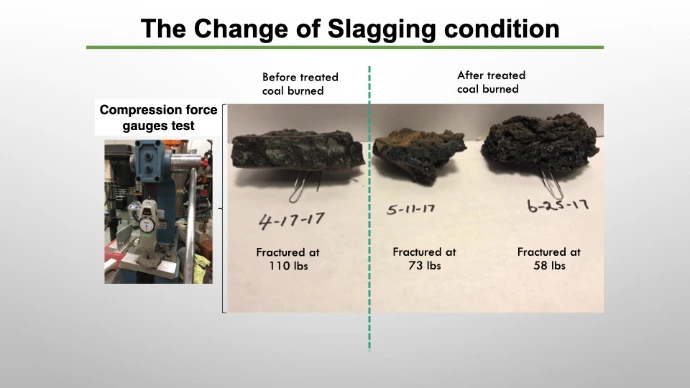
Testing demonstrated that treated slag structures fractured more easily, simplifying removal and maintenance procedures.
Reduced buildup inside the system contributes to lower maintenance frequency and reduced operational downtime.
Molecular-Level Combustion Enhancement
Ready to Evaluate the Technology in Your Operation?
Contact NECTAR Technology to request a consultation or discuss full-scale testing opportunities.